|
|
The |
|
|
Chris is running with a Hypertherm 65 and a CandCNC BladeRunner. This is what it looks like so far:
Yesterday we had finally gotten to a
first cut test!  Yea, that's just not right. The torch head did not come down from the piercing height. The cutting voltage was reading 32, so I'm assuming from here that we have a divider in hardware or software that is wrong. But it was the end of the day, I said I would would check with support. Hay, we got this far on our own. He will be fabing a Z axis home system this week and we will hit it again next Saturday. This is about a water bath away from being done. (He plans on remaking the gantry out of aluminium using the existing gantry; but that's later.) |
|
|
Jan 12, 2015  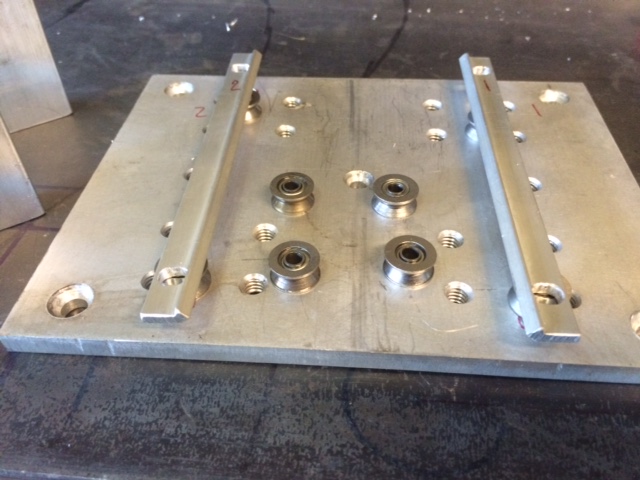  Also, I checked the latest candCNC manual and the g-code in the example is way different than the code we were generating in our test run. I'm still not clear why the voltage was so low with the torch so far away from the work.... |
|
|
Feb 9, 2015  That first Z system was just not right. Chris ordered a couple of 16mm linear bearings and we reworked it. We also put decent switches on the system. 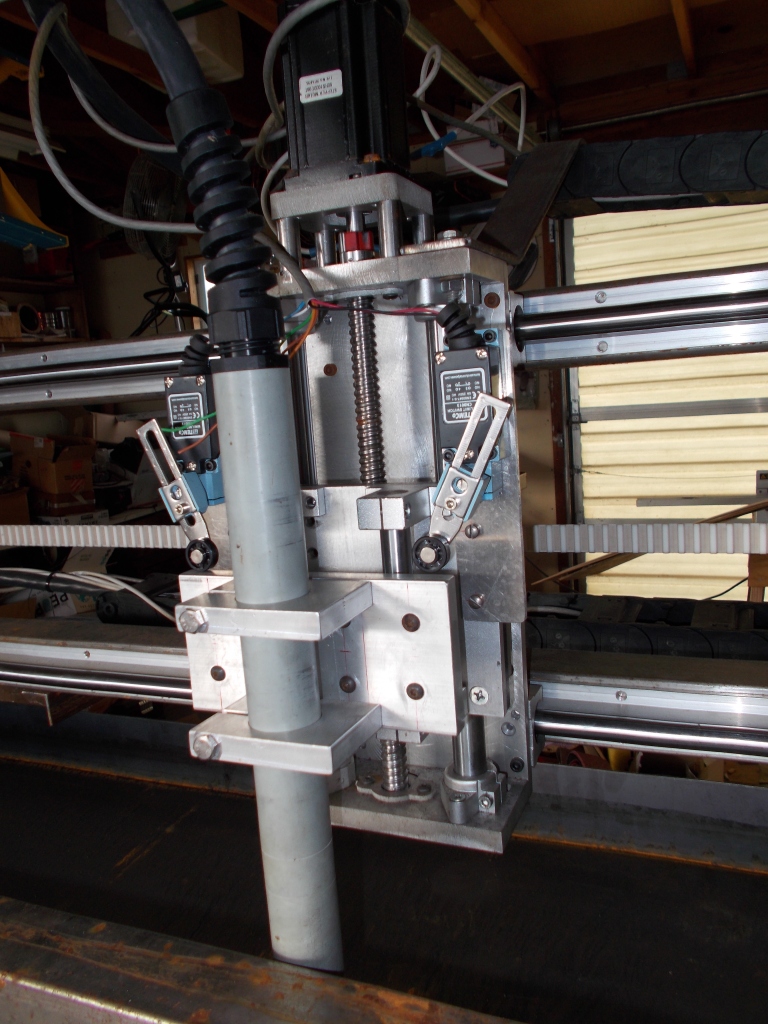 The second switch goes to the E-Stop so the cutting head can't be forced into the work if something goes wrong. And, of coarse, stuff does go wrong. Chris wants to make a new gantry out of aluminium, at that point we will clean up the wiring. We tried it out on some half inch plate. That still needs dialing in.  Cut some tombstone plates on the back side of some really rusty old diamond plate.  It should not be long and this thing will be ready for some real work. The water table slats are next. |
|
|
Feb 19, 2015 We did not work on this last weekend. Chris will be here tomorrow for more. I did work on the water system, it should be good as done now. I put the barrels on wheels and cleaned up the plumbing.  |
I took an old propane regulator and set the spring up for about 26" of water pressure. It works extremely well, I'm pleased. 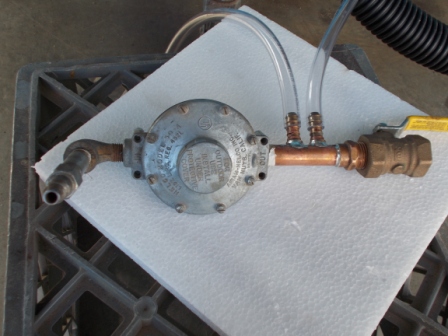 |
|
The table fills in less than 10 minutes. When the water gets to the bottom of the barrels, it just stops as the pressure is balanced. That means the barrels don't burp like when I was filling with an air nozzle. Just plug in the air and walk away. Yea, I threaded the copper tubing to 3/8" pipe. I just need to fab a plate to bolt it up under the table. |
|
Feb 22, 2015 We worked on the table yesterday. We cut three slat keys for the middle and the sides and installed them. We had enough material to put four of them in.  |
|
The new gantry is next, all aluminium. We cut the new motor mounts from 1/4", it cuts so nice. The center strut will be a 2" x 6" square aluminium tube. Here is the drawing for the side runners. We should get it done this weekend. 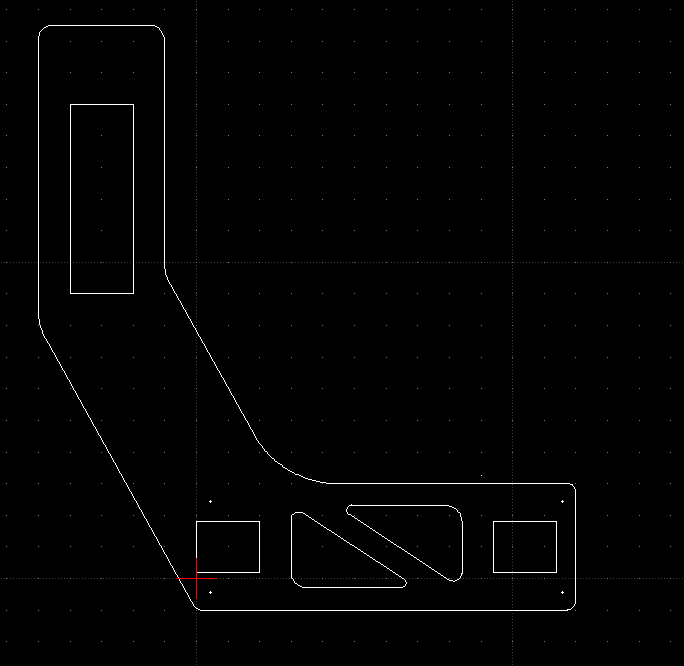 March 1, 2015 Chris came by this morning to do some work. First we cut the pieces for the Gantry.  He took it home to cut the ends and tig it up. A piece like this has just a few hours of work with the plasma cutter. He also cut up a sheet of plate for an art project.   We've had issues but it is all part of learning to use this tool. So far, it has been a great experience. Oh yea, yesterday I cut this up for a friend.  I created it from a jpeg logo. I used this jepg to svg converter: Online SVG Converter, Then QCAD to convert to dxf for sheetCAM. It is 5" by 8", just big enough for the details to show well. March 5, 2015 I made a new battery holder for our travel trailer. The back brackets were cut on the plasma table.   March 30, 2015 Saturday Chris came over and we swapped the old gantry for the new one. This one masses a little over 40 pounds less than the steel gantry did. Also, the cutting head is now out in the open. I'll clean up the top mount for the cable carrier and the wiring this week. I'll be adding the soft touch circuit also.  I've also finished the pumbing for the air so there is one connection for the water and the plasma cutter.  ---------- Here is a video from the very first test with the table. No plasma but it is routing! Here is a video cutting metal. |
|
|
Copyright
© 1996 - 2015, http://www.lakeweb.net/CNC/index.html
|
